የኤዲ የመዳብ ፎይል ምደባ፡
1. በአፈፃፀሙ መሰረት፣ የED የመዳብ ፎይል በአራት ዓይነቶች ሊከፈል ይችላል፡ STD፣ HD፣ HTE እና ANN
2. እንደ የገጽታ ነጥቦች፣ED የመዳብ ፎይልበአራት ዓይነቶች ሊከፈል ይችላል፤ የገጽታ ህክምና እና የዝገት መከላከል የለም፣ የገጽታ ፀረ-ዝገት ህክምና፣ የአንድ ጎን ማቀነባበሪያ ፀረ-ዝገት እና ድርብ የዝገት መከላከል።
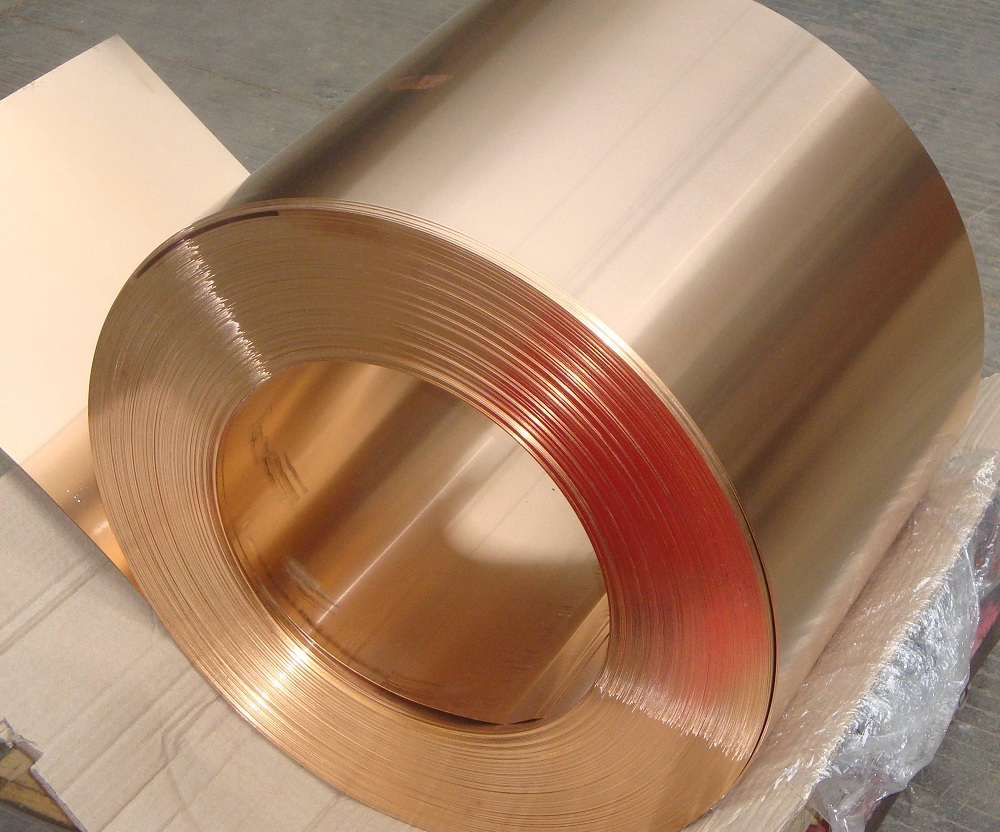
ከውፍረቱ አቅጣጫ፣ ከ12 μm በታች ያለው ስያሜያዊ ውፍረት ቀጭን ኤሌክትሮላይቲክ የመዳብ ፎይል ነው። በውፍረቱ መለኪያ ላይ ያለውን ስህተት ለማስወገድ፣ እና በአንድ አሃድ ስፋት ክብደት እንደ ሁለንተናዊ 18 እና 35 μm ኤሌክትሮላይቲክ የመዳብ ፎይል ይገለጻል፣ ነጠላ ክብደቱ ከ153 እና 305 ግ / m2 ጋር ይዛመዳል። የED የመዳብ ፎይል የጥራት ደረጃዎች የንፁህ ኤሌክትሮላይቲክ የመዳብ ፎይል፣ የመቋቋም ችሎታ፣ ጥንካሬ፣ ማራዘም፣ የመገጣጠም ችሎታ፣ ቀዳዳነት፣ የገጽታ ሸካራነት፣ ወዘተ.
3.ED የመዳብ ፎይልበኤሌክትሮላይቲክ የመዳብ ፎይል ማምረቻ ቴክኖሎጂ መሰረት የኤሌክትሮላይቲክ መፍትሄ፣ ኤሌክትሮላይሲስ እና ድህረ-ሂደትን በማዘጋጀት ሂደት ውስጥ ሊከፈል ይችላል።
የኤሌክትሮላይት ዝግጅት;
በመጀመሪያ ታንኩን ከቀቡ በኋላ ከ99.8% በላይ የሆነውን የመዳብ ቁሳቁስ ንፁህ ያድርጉት፤ ከዚያም በሰልፈሪክ አሲድ በማነሳሳት ያብስሉትና የሟሟ የመዳብ ሰልፌት እናገኛለን። ውህደቱ መስፈርቱን ሲያሟላ የመዳብ ሰልፌትን ወደ ማጠራቀሚያው ውስጥ ያስገቡት። በቧንቧ መስመር፣ በፓምፕ ማጠራቀሚያ እና በሴል ዩኒኮም በኩል የመፍትሄ ዝውውር ስርዓት ይመጣል። የመፍትሄው ዝውውር ከተረጋጋ በኋላ የኤሌክትሮላይዝስ ሴልን ኃይል ሊያገኝ ይችላል። ኤሌክትሮላይት የመዳብ እሴቶችን፣ የክሪስታል አቅጣጫን፣ ሻካራነትን፣ ቀዳዳነትን እና ሌሎች አመልካቾችን ለማረጋገጥ ተገቢውን መጠን ያለው ሰርፋክታንት መጨመር ያስፈልገዋል።
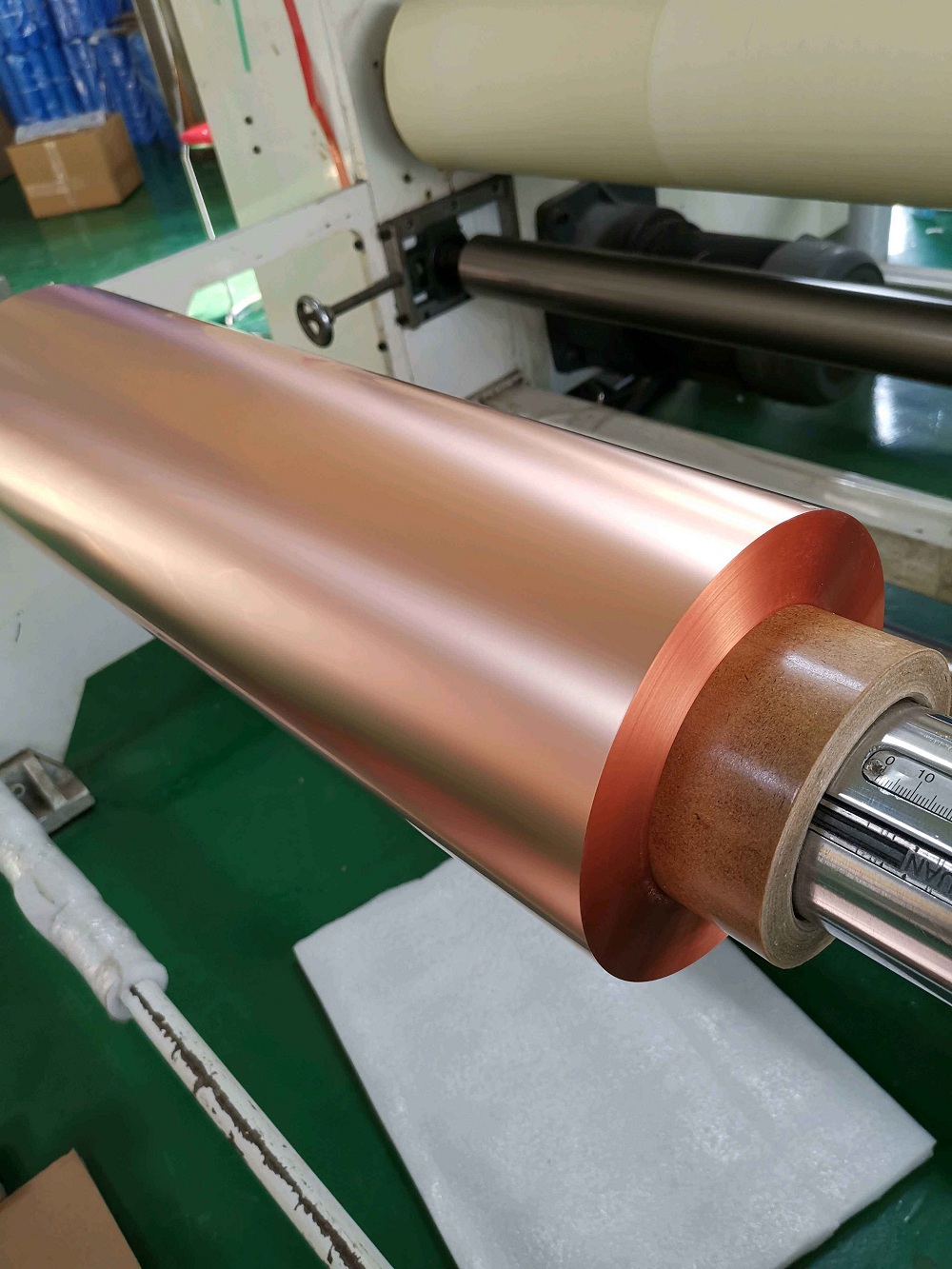
የኤሌክትሮዶች እና የኤሌክትሮላይሲስ ሂደት
ኤሌክትሮሊሲስ ካቶድ የሚሽከረከር ከበሮ ሲሆን ካቶድ ሮል ይባላል። እንዲሁም እንደ ካቶድ የሚገኘውን ተንቀሳቃሽ ጭንቅላት የሌለው የብረት ስትሪፕ መጠቀም ይችላል። ከኃይል በኋላ በመዳብ ካቶድ ላይ መቀመጥ ይጀምራል። ስለዚህ የመንኮራኩሩ ስፋት እና ቀበቶው የኤሌክትሮላይቲክ መዳብ ፎይል ስፋትን ይወስናል፤ የሚሽከረከር ወይም የሚንቀሳቀስ ፍጥነት የኤሌክትሮላይቲክ መዳብ ፎይል ውፍረትን ይወስናል። በካቶድ ላይ የተቀመጠው መዳብ ያለማቋረጥ ይላጣል፣ ያጸዳል፣ ይደርቃል፣ ይቆርጣል፣ ይጠመጠማል እና ህክምናው ለተሳካላቸው አመልካቾች ይላካል። ኤሌክትሮላይሲስ አኖድ ከእርሳስ ወይም ከሊድ ቅይጥ የማይሟሟ ነው።
 የሂደቱ መለኪያ ከኤሌክትሮላይሲስ ፍጥነት ጋር ብቻ ሳይሆን በኤሌክትሮላይሲስ ወቅት ከኤሌክትሮላይሲስ መፍትሄ ወይም ክምችት፣ የሙቀት መጠን፣ እና የካቶድ የአሁኑ ጥግግት ጋርም የተያያዘ ነው።
የሂደቱ መለኪያ ከኤሌክትሮላይሲስ ፍጥነት ጋር ብቻ ሳይሆን በኤሌክትሮላይሲስ ወቅት ከኤሌክትሮላይሲስ መፍትሄ ወይም ክምችት፣ የሙቀት መጠን፣ እና የካቶድ የአሁኑ ጥግግት ጋርም የተያያዘ ነው።
የቲታኒየም ካቶድ ሮለር ስፒንንግ፡
ቲታኒየም ከፍተኛ የኬሚካል መረጋጋት እና ከፍተኛ ጥንካሬ ስላለው። ከሮል ወለል በቀላሉ ይላጣል እና ለኤሌክትሮላይቲክ የመዳብ ፎይል ዝቅተኛ ቀዳዳነት አለው። በኤሌክትሮላይቲክ ሂደት ውስጥ የቲታኒየም ካቶድ ተገብሮ ክስተት ይፈጥራል፣ ስለዚህ መደበኛ ጽዳት፣ መፍጨት፣ ማጥራት፣ ኒኬል፣ ክሮም ይፈልጋል። እንደ ናይትሮ ወይም ናይትረስ አሮማቲክ ወይም አሊፋቲክ ውህዶች ያሉ የዝገት መከላከያዎች ወደ ኤሌክትሮላይቱ ሊጨመሩ ይችላሉ፣ የፓስሲቭሽን ፍጥነት የቲታኒየም ካቶድን ያዘገያል። እንዲሁም አንዳንድ ኩባንያዎች ወጪውን ለመቀነስ አይዝጌ ብረት ካቶድ ይጠቀማሉ።
የፖስታ ሰዓት፡- ጥር-09-2022